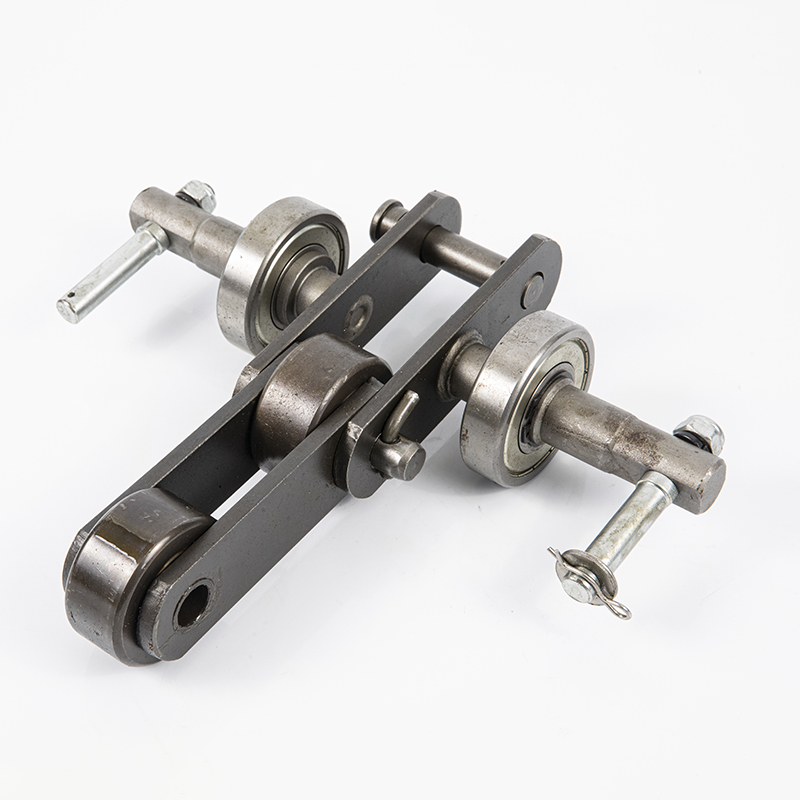
Ланцуг з адным ролікам для вытворчасці пальчатак

Транспарціроўальны ланцуг такі ж, як і трансмісійны. Дакладны транспарціроўальны ланцуг таксама складаецца з шэрагу падшыпнікаў, якія замацаваны ланцуговай пласцінай з фіксатарам, і размяшчэнне паміж імі вельмі дакладнае.
Кожны падшыпнік складаецца з штыфта і ўтулкі, на якіх круцяцца ролікі ланцуга. Як штыфт, так і ўтулка праходзяць павярхоўную апрацоўку для загартоўкі, што дазваляе шарнірным злучэнням знаходзіцца пад больш высокім ціскам і могуць вытрымліваць ціск нагрузкі, які перадаецца ролікамі, і ўдар падчас зачаплення. Канвеерныя ланцугі рознай трываласці маюць шэраг розных крокаў ланцуга: крок ланцуга залежыць ад патрабаванняў трываласці зуб'яў зорачкі і патрабаванняў да калянасці ланцуговай пласціны і ланцуга ў цэлым. Пры неабходнасці яго можна ўзмацніць. Утулка можа перавышаць намінальны крок ланцуга, але для зняцця ўтулкі павінен быць зазор у зуб'ях шасцярні.
Апрацоўка праблем:
Адхіленне канвеернай стужкі — адна з распаўсюджаных няспраўнасцяў падчас яе працы. Прычын адхілення шмат, асноўная з іх — нізкая дакладнасць усталёўкі і дрэннае штодзённае абслугоўванне. Падчас усталёўкі галоўныя і заднія ролікі, а таксама прамежкавыя ролікі павінны знаходзіцца на адной цэнтральнай лініі як мага бліжэй і паралельна адзін аднаму, каб канвеерная стужка не адхілялася або не зрушвалася з месца.
Акрамя таго, стыкі планак павінны быць правільнымі, а перыметры з абодвух бакоў павінны быць аднолькавымі.
У працэсе выкарыстання, калі ёсць адхіленні, неабходна правесці наступныя праверкі, каб вызначыць прычыну і ўнесці карэктывы. Часта правяраемыя дэталі і метады апрацоўкі адхіленняў канвеернай стужкі:
(1) Праверце нясупадзенне паміж гарызантальнай цэнтральнай лініяй роліка і падоўжнай цэнтральнай лініяй стужкі канвеера. Калі значэнне нясупадзення перавышае 3 мм, для яго рэгулявання неабходна выкарыстоўваць доўгія мантажныя адтуліны з абодвух бакоў камплекта ролікаў. Канкрэтны метад заключаецца ў тым, які бок канвеернай стужкі зрушаны, які бок групы ролікаў рухаецца наперад у напрамку канвеернай стужкі, або іншы бок рухаецца назад.
(2) Праверце значэнне адхілення дзвюх плоскасцей падшыпніка галаўной і задняй рам. Калі адхіленне дзвюх плоскасцей больш за 1 мм, абедзве плоскасці павінны быць адрэгуляваны ў адной плоскасці. Спосаб рэгулявання галоўнага роліка наступны: калі канвеерная стужка адхіляецца ўправа ад роліка, падшыпнік з правага боку роліка павінен рухацца наперад, або левае падшыпнік павінна рухацца назад; падшыпнік з левага боку барабана павінен рухацца наперад, або левае падшыпнік павінна рухацца назад. Спосаб рэгулявання задняга роліка процілеглы спосабу рэгулявання галоўнага роліка.
(3) Праверце становішча матэрыялу на канвеернай стужцы. Калі матэрыял не знаходзіцца па цэнтры папярочнага сячэння канвеернай стужкі, гэта прывядзе да яе адхілення. Калі матэрыял адхіляецца направа, стужка адхіляецца налева, і наадварот. Матэрыял павінен быць максімальна адцэнтраваны падчас выкарыстання. Каб паменшыць або пазбегнуць адхіленняў такога тыпу канвеернай стужкі, можна дадаць перагародку для змены кірунку і становішча матэрыялу.